-

- 服務介紹
- 截稿日情報
-
優惠
會員服務- 問題諮詢
- 支援信用卡支付 |
- 下訂可透過線上進行|
- 不需事前預約|
- 顯示價格為含運・含税價格|
- 6個月免費倉儲服務
特殊加工原稿製作方法
關於各種需要準備加工原稿的特殊加工的檔案製作方式。
2色刷
同じ紙に2色以上のインクを重ねて印刷することを「多色刷り」といいます。
当社で可能な多色刷りは、2色までです。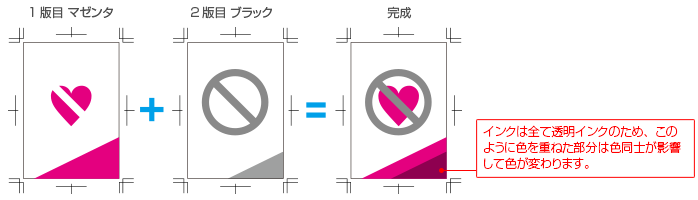
データ作成方法(全般)
・各色の印刷用のデータは同じキャンパスサイズ(同じテンプレート、もしくは同じトンボデータ)で作成してください。
・カラーモードはグレースケールまたはモノクロ2階調で、K1色で作成してください。
・書き出す際に、レイヤーごとに書き出し、別々のファイルで保存してください。
・ファイル名に印刷色をつけてください。
Ex) h1-4_sumi.psd、h1-4_aka.psd、003_sumi.psd、003_aka.psd …など。※イラストレーターで作成される場合、CMYKのK1色で作成してください。※印刷イメージの確認方法
ご利用のアプリケーションによっては仕上がりイメージを確認することができます。
アプリケーションの「レイヤーカラー」や「クリッピングマスク」などの機能を利用し、ご希望の印刷色を「乗算」で作成いただいているK1色のレイヤーに適用します。
※確認が終わりましたら、確認用のレイヤーを削除し、各色の印刷用K1色のデータを分けて書き出してください。
※「乗算」は印刷した際に紙色が透けるために、シミュレーションとして見た目を寄せるためのものです。書き出し時は必ず確認で使用した「乗算」は外してください。
※インクの「白」や「金」等のメタリックカラーは多少透ける不透明インクとなります。「乗算」では見た目通りになりませんのでご注意ください。
※あくまでイメージとなりますので、実際の仕上がりとは異なる場合がございます。参考程度にご確認ください。
イメージ図:2色刷り+用紙の色
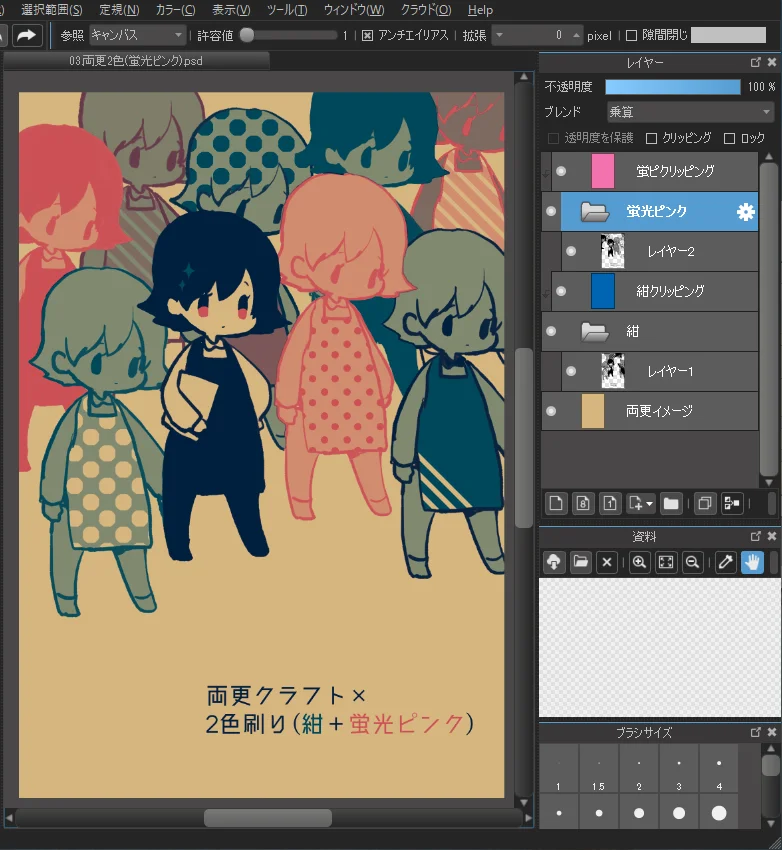
Clip Studioの場合

メディバンペイントの場合
★その他注意事項★・紙の伸び縮み等により印刷の誤差が生じます。
色同士が隣接する部分については、少し重なるように作成された方が綺麗に仕上がります。
※当社の基本インクは、透明インクを使用しております。
色の重なる部分や色紙に印刷する場合は、色の表現が想定と異なることがありますのでご注意ください。
透けにくい色:スミ、蛍光色、メタル系 ※完全な不透明インクではありません。燙箔
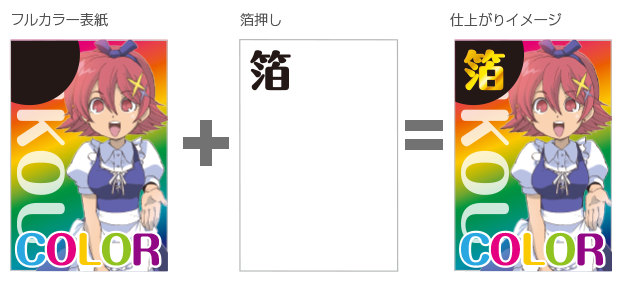
燙箔加工是利用熱與壓力,以製作成金屬版的圖版將金屬箔轉寫至用紙上的加工。
★Point★
- 需要您的封面印刷檔案以及燙箔用的檔案兩份原稿,請依照下述設定製作檔案
彩色印刷用封面檔 CMYK or RGB模式 解析度350dpi 燙箔用檔案 黑白二階模式(K 100%) 解析度600dpi ※燙箔用檔案【K 100%】的部分將是燙箔的部分。
- 上述兩者的檔案請使用一樣尺寸的原稿版型製作。
將會依照原稿版型對齊燙箔的位置。 - 請務必將封面原稿以及燙箔用的原稿儲存為兩個不同的檔案。
如果只以圖層區別燙箔的檔案,很可能會於製作時發生問題(例如因不是K 100的關係造成位置偏差等),請務必分別儲存檔案。
關於燙箔的呈現問題
- 箔的再現範圍
因為燙箔的性質,並不適合表現細膩的線條或留白空間、網點、以及大範圍的上色。
請注意您燙箔的線條,以及燙箔之間的空隙,是否都是保留0.5mm以上的粗細。
小於0.5mm的狀況很可能無法重現,還請見諒。

- 箔的錯位
燙箔與封面印刷的製作階段是分開的,因此無法百分之百地切合,可能會產生位置的錯位。
請您於設計封面時,勿將燙箔的位置挖空,請保留原稿件的樣式。
另外,也請不要在燙箔的位置附近設計過於精細的外框等設計。
-
避免於容易剝落的位置放置燙箔
於帶有凹凸質感的封面用紙使用燙箔,以及於書背的折面處設計燙箔時,
容易使箔發生剝落的現象,請避免上述狀況。 - 燙箔的尺寸大小
箔會因為範圍大小需要額外的金額。
燙箔森巴可製作一處最大範圍50平方公分的燙箔。範圍的計算以矩形能框住的範圍作為計算。
即使設計的燙箔樣式為斜的,也會以最小面積的矩形計算。
當燙箔分為兩個形狀且相距距離大,使面積大於50平分公分時,
分為兩處分別計算燙箔的面積,費用可能會較便宜。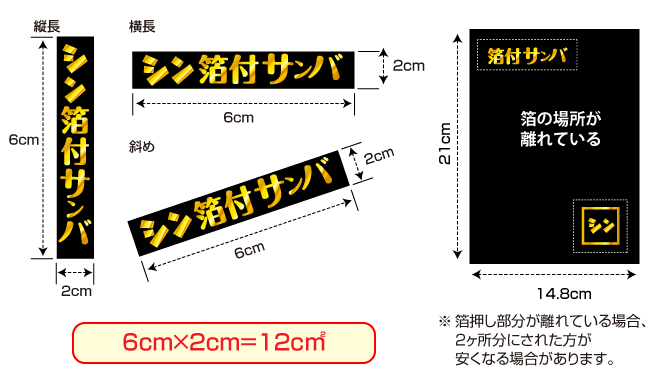
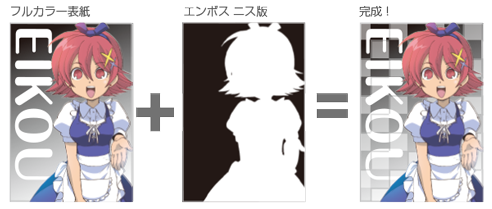
擬似浮雕UV加工(エンボスニス)
擬似浮雕UV是利用兩種不同的UV塗料重疊時會產生凹凸的效果的特性,讓封面可以分為帶有光澤或粗糙感覺的加工。
★Point★
- 需要您的封面印刷檔案以及UV加工用的檔案兩份原稿,請依照下述設定製作檔案。
彩色印刷用封面檔 CMYK or RGB模式 解析度350dpi UV加工用檔案 黑白二階模式(K 100%) 解析度600dpi ※K 100%的部分會是凹凸質感,白色部分會是光澤質感。請注意不要做反了。
- 檔案請使用相同的原稿版型製作。
- 書背部分請不要設計凹凸加工(請留白)。
因凹凸部分容易於裝訂階段因書背摺痕而剝落,請將書背的凹凸加工留白。 - 請分別保存彩色印刷用與UV加工用的原稿檔案。
如果只區別圖層,可能會影響UV加工部分K濃度等等作業疏失。請務必以不同檔案保存。
彩印+白墨
「+白墨」是指在彩色印刷前先在素材上刷上白墨,使彩印的顯色不會受到素材影響的加工。
這是因為彩色印刷墨水實際上為透明的關係,就這樣直接印刷時會使素材的顏色透過。
不過也能利用此特性,藉由將白墨印刷成漸層樣式與素材本體顏色混色表現更豐富的效果。
此加工會於金屬紙封面的METAL森巴、透明資料夾、壓克力周邊、以及部分有色美術紙印刷時使用。
★Point★
- 需要您的封面印刷檔案以及白墨印刷用的檔案兩份原稿,請依照下述設定製作檔案。
彩色印刷用封面檔 CMYK or RGB模式 解析度350dpi 白墨印刷用檔案 灰階或黑白點陣 解析度600dpi - 檔案請使用相同的原稿版型製作。
- 請分別保存彩色印刷用與白墨印刷用的原稿檔案。
如果只區別圖層,可能會影響UV加工部分K濃度等等作業疏失。請務必以不同檔案保存。
關於白墨印刷的呈現
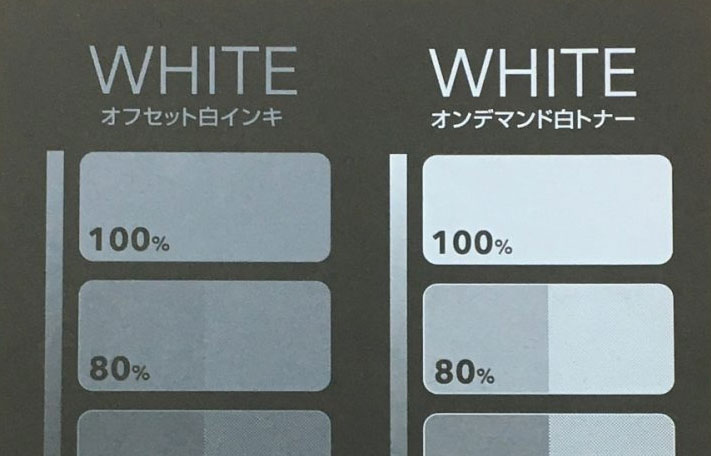
相較於開版印刷的「白色墨水」,使用數位輸出時使用的「白碳粉」較為濃厚,會比開版印刷時更為不透明、不受素材顏色影響。
因此若改變印刷方法時,即使使用同樣的原稿檔案最後的成品也可能不太一樣,還請注意。
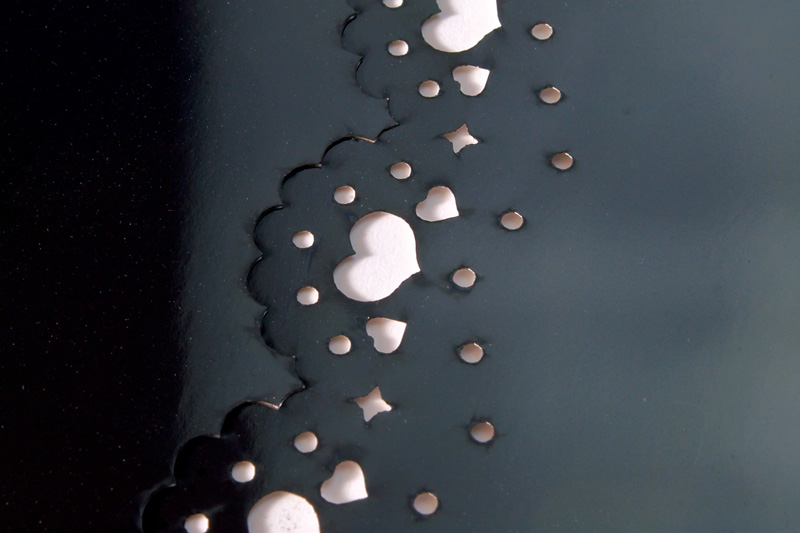
※尤其是人物的肌膚等等較淺的顏色會因為白墨的透明程度有明顯變化。雷射切割加工
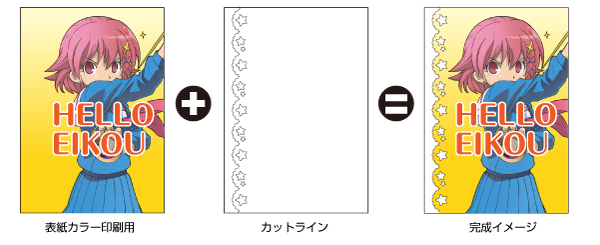
雷射切割加工是利用雷射切割紙張,可以切割如蕾絲等等細膩的造型。
原稿製作方法
無論是榮光準備的「基本型」或是自行設計的造型,請務必使用榮光準備的「原稿版型」製作切割檔案。
※自行設計時,請下載與您希望的樣式接近的基本型的檔案後編輯。- 先下載雷射切割用的原稿版型。
版型內會分成五個圖層:「原稿尺規」「內框線・裁切線」「雷射裁切圖樣」「雷射裁切可移動範圍」「白色作畫區域」 - 請在「白色作畫區域」作畫。
- 可在「雷射裁切圖樣」調整裁切的位置。
- 由於封面的尺寸會受到書背的影響。請先確定您封面尺寸與裁切位置後,先調整「移動範圍」的位置確認可移動的區塊,再將雷射裁切區塊調整至您希望的位置。
- 裁切圖樣請不要超過水藍色的範圍(可移動範圍)。
- 自行設計時,同樣請先調整封面尺寸與可移動範圍後再開始繪製裁切圖樣。

- 先保存彩色印刷用的圖檔。
只顯示「原稿尺規」與「作畫區域」的圖層後合併圖層並輸出檔案。
※其他三個圖層請先以非表示保留。 - 再輸出裁切圖樣的圖層。
只顯示「雷射裁切圖樣」的圖層,確認圖層合併後輸出檔案。
※請跟彩印圖檔分開保存。
★Point★
●基本型
- 只要在移動可能範圍內,您可以自由調整位置,窗型的圖樣也可以旋轉。
- 請不要放大縮小切割線。
●自行設計
- 切割線條請以0.3mm製作。
- 切割線之間的間隔請保留0.5mm以上的空間。
- 沒有將切割線製作成裁切路徑的檔案,會由榮光的作業人員製作。此時多少會與設計有些誤差,還請見諒。
- 使用窗型版型編輯時,因書本裝訂作業的關係,窗型的位置需要與裁切線與裝訂側保有10mm以上的空間。
- 曲型與直線型的版型修改時,因裁切作業上的關係,其配置的位置需與書口側的裁切線保有10mm以上的空間。
- 雖然榮光可受理自由裁切的雷射切割設計,但如果裁切樣式太複雜會破壞紙張的結構,導致容易折損與破裂,還請注意。
關於雷射切割加工的呈現
- 雷射切割需要避免的狀況
 ※如紙張本身有塗料加工(如PP膜),雷射會融化加工導致變形,無法製作。
※如紙張本身有塗料加工(如PP膜),雷射會融化加工導致變形,無法製作。 ※雷射切割位置需與裁切位置保持10mm以上的距離,避免形狀被裁切到。
※雷射切割位置需與裁切位置保持10mm以上的距離,避免形狀被裁切到。 - 雷射加工的尺寸
自行設計十會隨著裁切範圍影響價格。
可以自由設計的最大範圍如下圖所示,還請注意。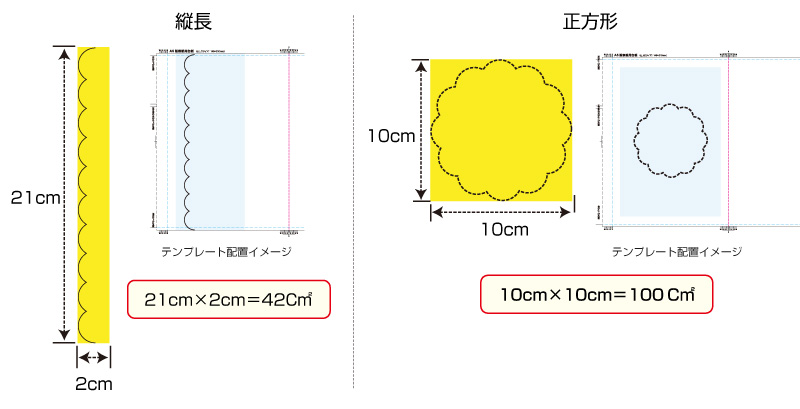
同人誌套餐一覧
彩色封面同人誌
特殊加工同人誌
單色封面同人誌
周邊・印刷物一覧
壓克力素材
木製素材
紙素材
其他素材
榮光服務一覽
- 問題諮詢