-

- 服務介紹
- 截稿日情報
-
優惠
會員服務- 問題諮詢
- 支援信用卡支付 |
- 下訂可透過線上進行|
- 不需事前預約|
- 顯示價格為含運・含税價格|
- 6個月免費倉儲服務
木製杯墊
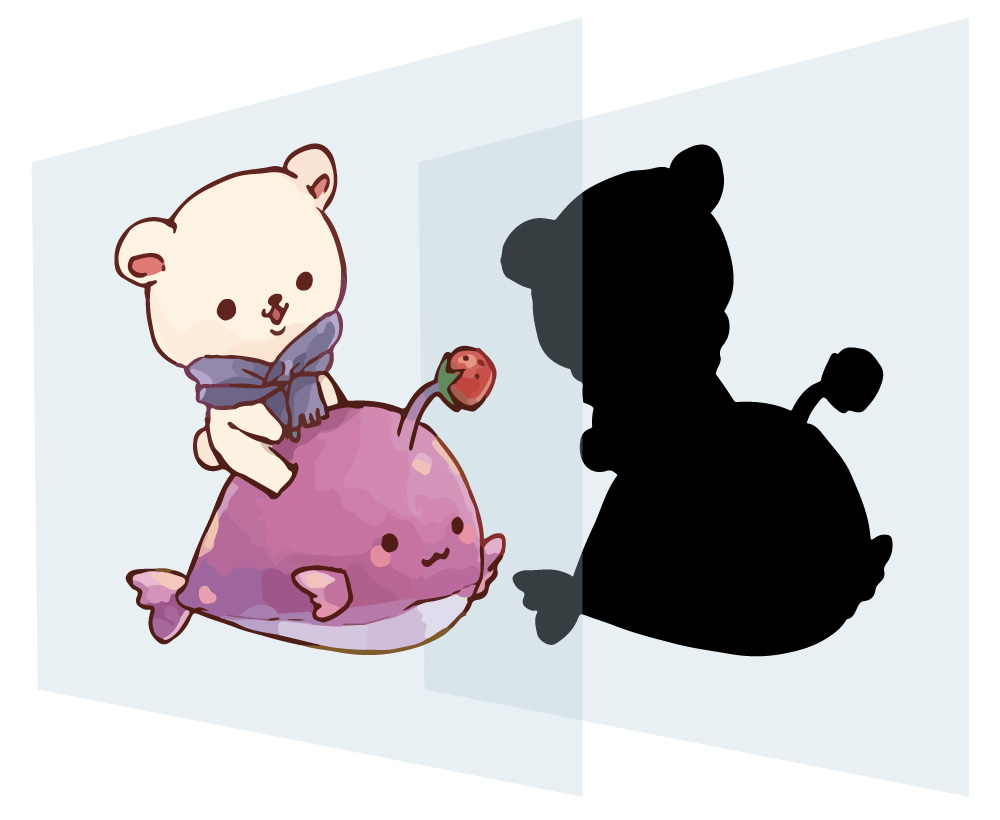
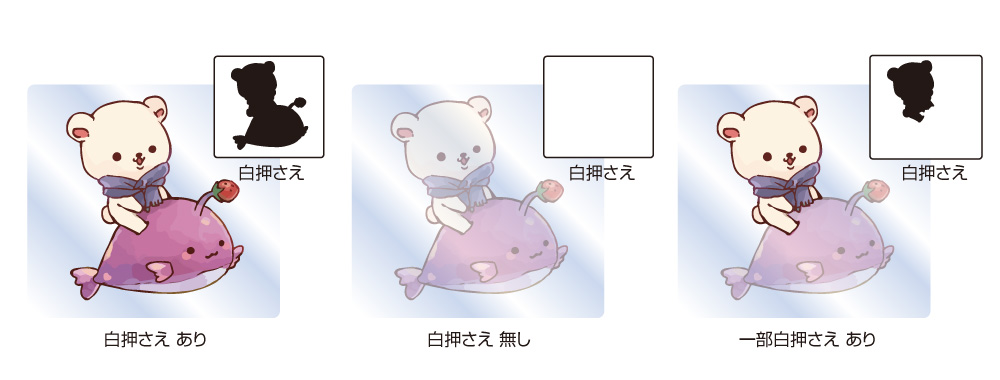
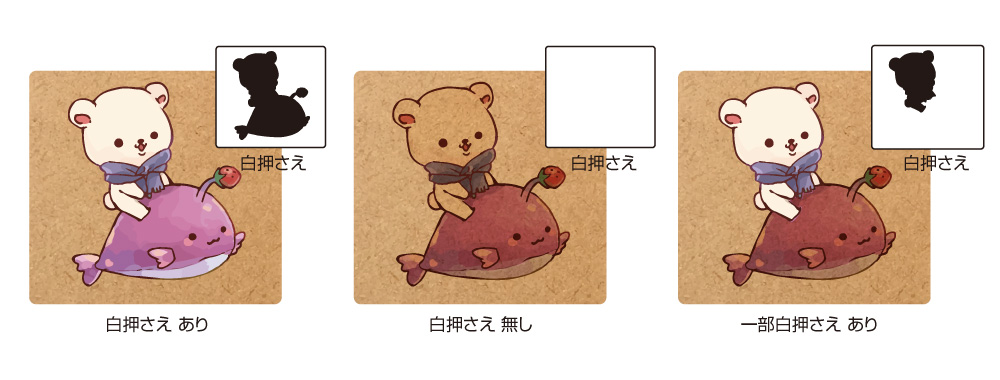
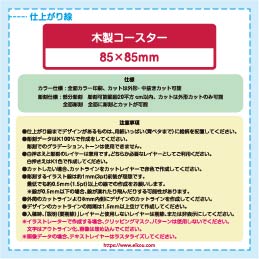
(彩色印刷)木製コースター
可從一枚開始委託製作,素材可選用檜木或MDF材,能夠選用雕刻版本或彩色印刷。



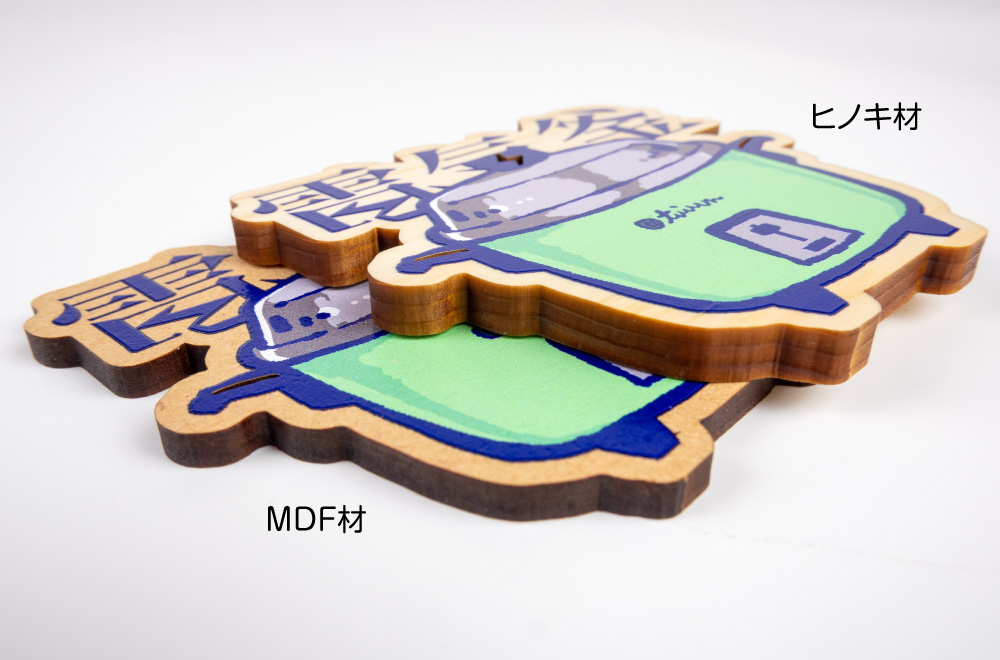




※檜木材質容易因為濕氣導致彎曲,雖有施加防水塗料但並非能持續防潮,使用前請先理解。
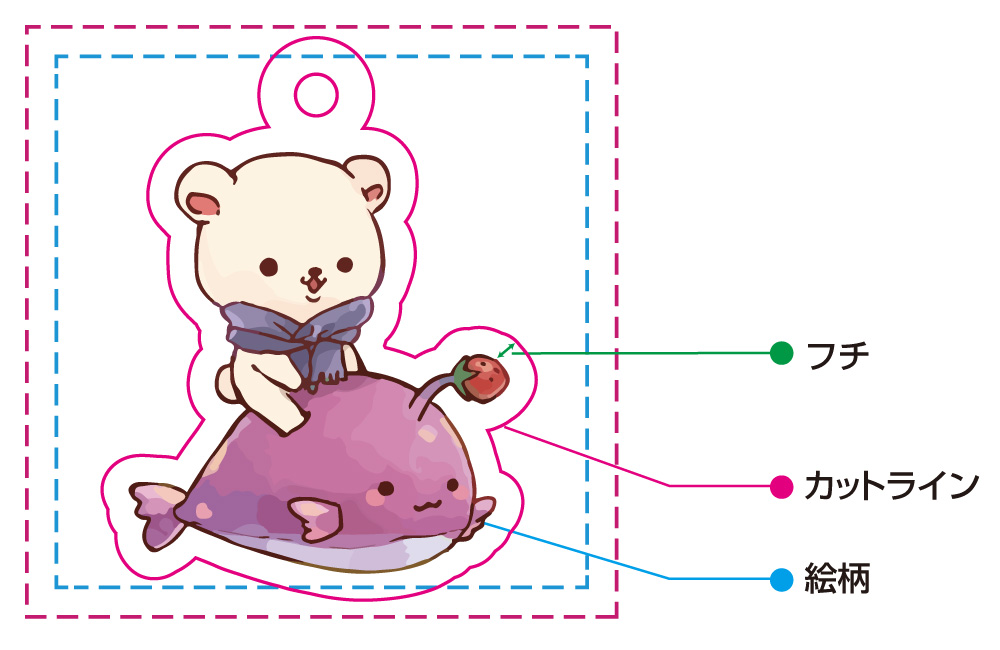
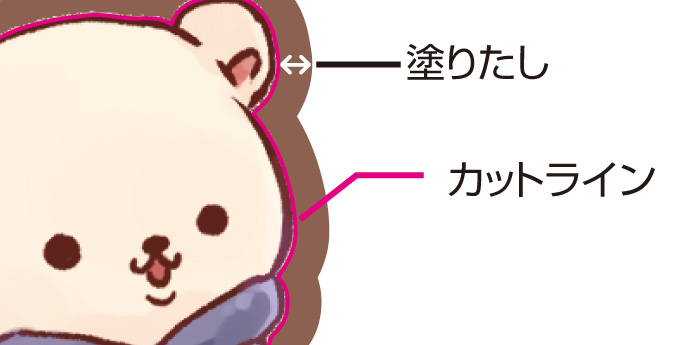
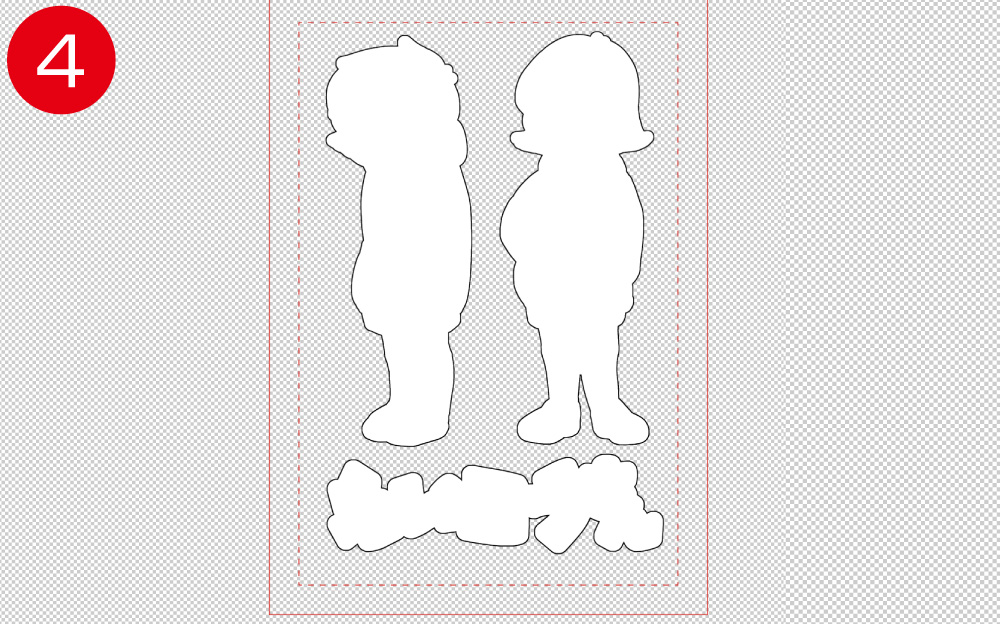
※如在意的話,建議使用MDF材。※請將圖樣配置於最外側刀模的8mm以內的範圍。
※圖樣內有挖空設計時,各區塊刀模請保持1.5mm以上間隔。- 商品樣式
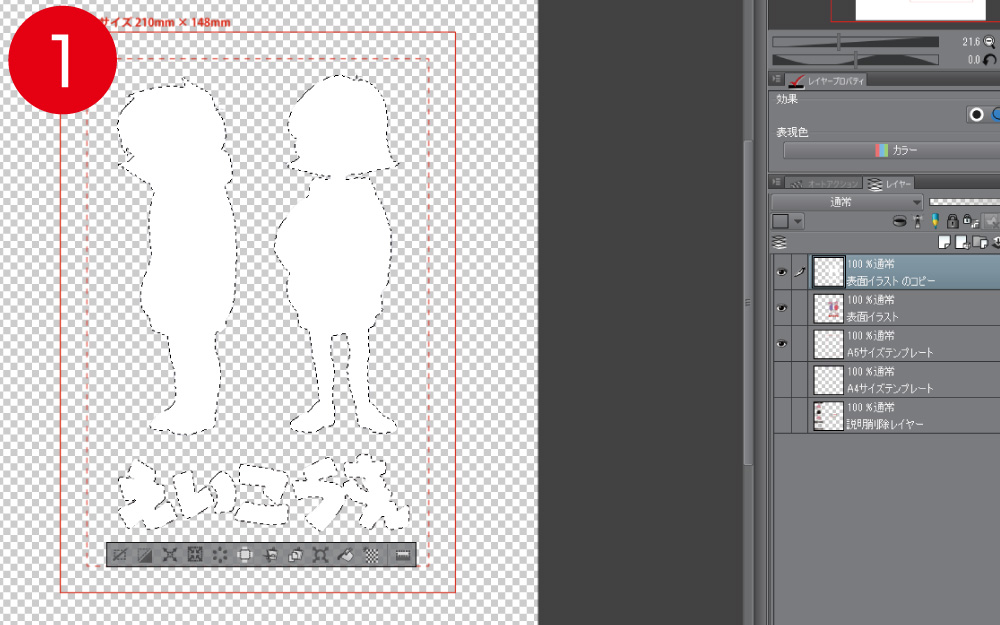
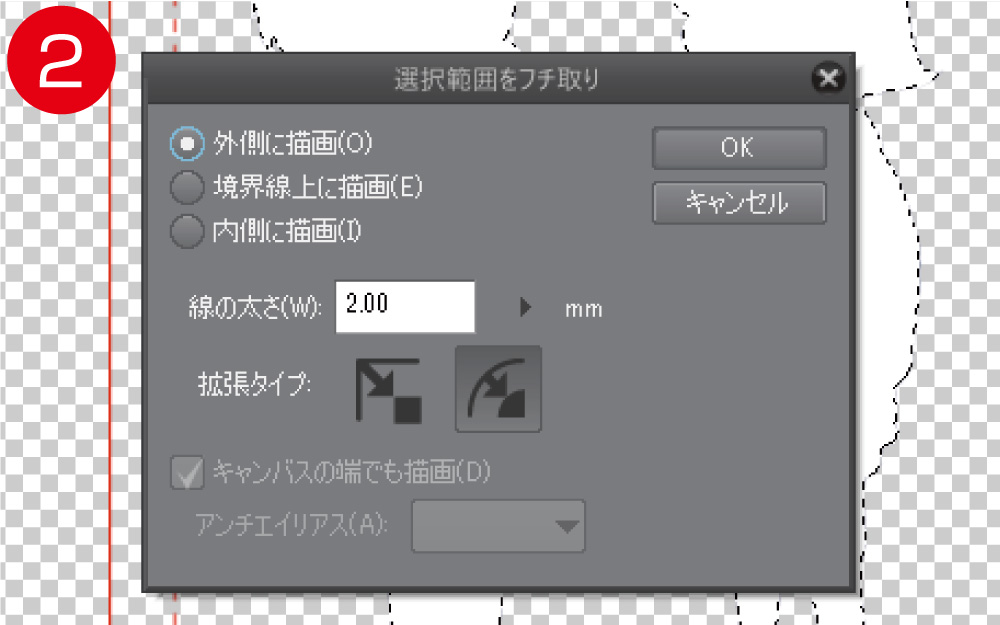
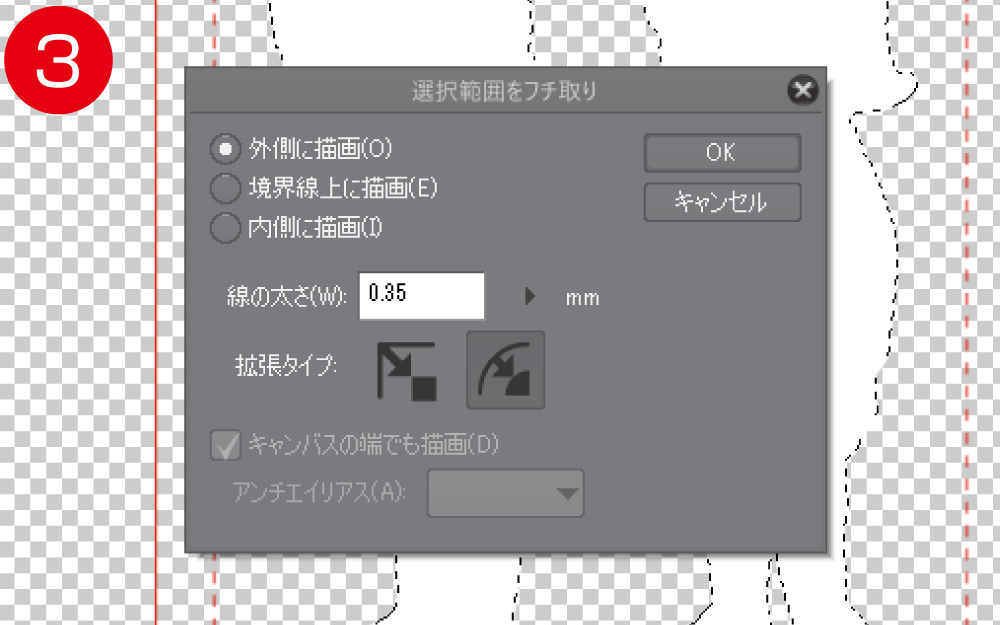
- 原稿製作方式
樣式
印刷 噴墨彩色印刷(推薦使用RGB檔案) 材質 檜木(6mm厚、天然素材的關係木紋會不一樣)
MDF材(5.5mm厚、以木質纖維為原料的合成版)尺寸 85×85mm(含刀模) 加工 施加防水塗料 包装 每件商品會以OPP袋分別包裝。 截稿日
活動日 5営業日
發送日 JP17:00截稿
09/13(土) 09/04(木) 09/11(木) 09/14(日) 09/05(金) 09/12(金) 09/15(月) 09/20(土) 09/11(木) 09/18(木) 09/21(日) 09/12(金) 09/19(金) 09/23(火) 09/27(土) 09/18(木) 09/25(木) 09/28(日) 09/19(金) 09/26(金) 通常期所需作業日數:5營業日
- 截稿日程表為對應活動搬入時的參考截稿日,配送至活動以外的地點時,能夠與您約定的是發送日。
週邊商品原則上會使用「ゆうパケット」配送,配送約需2~4日,無法指定到達日。
欲於活動前先於自宅收到週邊商品的用戶,建議以活動前一週的截稿日程入稿。 - 繁忙期時會另外設定專用的截稿日程。詳情請注意截稿日程表的提示。
- 同時入稿複數件,以致製作總數龐大時,會另外調整交期。
價格
【包含於價格內的項目】
印刷加工包裝費・運費(1個地點)・消費税
※未滿10000日圓的訂單,指示直接搬入時,需要追加搬入費用1000日圓。数量 價格 數量 價格 1 1,300 40 23,600 2 1,980 50 29,500 3 2,370 60 34,800 4 3,000 70 40,600 5 3,600 80 46,400 6 4,080 90 51,300 7 4,550 100 57,000 8 5,200 110 61,600 9 5,580 120 67,210 10 6,200 130 72,800 12 7,200 140 78,400 15 9,000 150 84,000 18 10,710 160 88,000 20 11,900 170 93,500 25 14,880 180 99,000 30 17,710 190 104,500 35 20,650 200 110,000 注意事項
【請注意製作權相關規定】
※請注意製作權相關規定,儘量以個人使用為範圍委託製作。
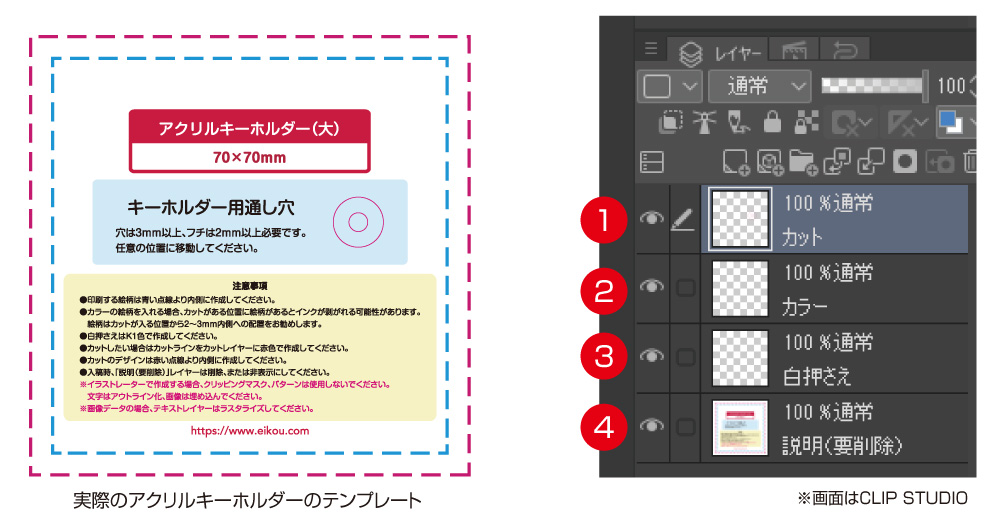
嚴禁使用未授權之他人創作或原作圖像直接委託。※原稿請使用榮光提供的原稿版型製作。
原稿版型下載
其他商品
同人誌套餐一覧
彩色封面同人誌
特殊加工同人誌
單色封面同人誌
周邊・印刷物一覧
壓克力素材
木製素材
紙素材
其他素材
榮光服務一覽
- 問題諮詢